• 輸送系統上,定位不準,產品未能準確的到達加工點!
• 塗裝設備上,定位不準,導致分佈不均勻,厚薄不一!
• 倉儲系統上,定位不準,儲存物送錯位置,庫存清查不易!
• 機械手臂上,定位不準,抓東西抓空,放東西又放錯地方!
• 鋼板裁切上,定位不準,有誤差也沒關係,不要差太多就行了……
定位控制,產品的製作過程中,與暇疵及產量,息息相關;定位又準又快,加工、運送過程順利,產量及暇疵則會大量的減少,反之則會增加。
雖然定位控制重要,但因設備的不同,精度的要求也不一,配合能容許的誤差範圍,從幾公分到幾條(一條 = 0.01 mm ),採用最適合的定位方式,節省成本,增加競爭力,下列公就幾種不同的控制模式,下列將做簡單的介紹:
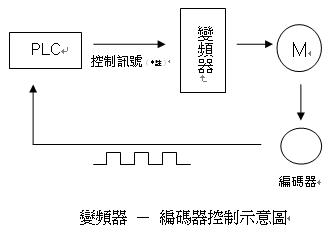
一、變頻器配合編碼器做定位控制:
變頻器透過可調變頻率輸出,而達到控制馬達轉速的功能;一般而言,主要是在速度控制上的應用為主;若要應用在定位控制上,必須要先瞭解,定位點只能控制在一個有誤差的範圍內,誤差範圍大小,取決於馬達轉速的快慢;另外,有一點非常重要,當馬達不運轉時(停止時)是處於非鎖定狀態,換而言之,此時若有外力,則定位點可能會被改變。
由下圖所示, PLC 以類比訊號控制變頻器轉速快慢,當編碼器所傳回之脈波數,與目標位置接近時,則降低類比訊號的輸出,馬達隨即減速,到達位置時,馬上中斷輸出,馬達停止;便可以達到某一誤差程度內的定位控制。
註:控制變頻器,大致分成三個方法:
1、由多個接點組合,多段不同頻率輸出。
2、由類比電壓(電流)。
3、透過通訊的方法。
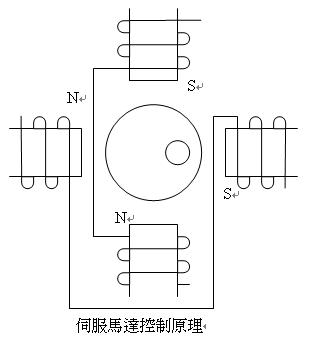
二、步進馬達定位控制:
不同於變頻器改變轉速而達到定位的方法,步進馬達採用多組線圈激磁的方式,將馬達一轉劃分為多個刻度,而圓心採用偏心的磁力棒,透過線圈順序的動作,吸引中心做圓周運動,完成定位。
步進馬達透過磁力吸引的方法,完成定位控制,因此輸出轉矩較小,常應用在負載較輕的設備上;若外部阻力或慣量過大,步進馬達則可能產生失步(*註),若無外加回授的檢測,則需特別留意馬達負載量,是否在額定轉矩內,以避免定位時,產生誤差而無法檢覺。
註:失步,指伺服馬達因外部影響,未能準確達到使用者的設定,例設定值為3轉,馬達因外部阻力過大,只轉兩轉;或慣量過大,導致馬達轉4轉,這些都通稱為失步。
目前市面上的步進馬達,常用之馬達一轉解析從 200 ~ 1000 ,甚至有更高的,因此都會有專用的驅動器,去分配線圈激磁的順序,使用者只需將欲定位的矩離用脈波的方式送至步進馬達的驅動器即可。
例:欲控制步進馬達轉兩圈,步進馬達一圈之解析度為1000,則只要送出 2000 個脈波到驅動器,即能讓步進馬達精準的移動兩圈。
三、伺服馬達定位控制:
伺服驅動器:
負責接收上位控制器所下達的類比訊號或是高速脈波,轉而控制伺服馬達,且隨時接收回授訊號;若伺服馬達的運轉過程受到外力干擾,經由訊號回授後,伺服驅動器立即改變輸出轉矩,使動作的加、減速曲線,及定位更加順暢。
有個小小試驗,能證明伺服馬達隨時都在進行補正,方法如下:
當伺服馬達激磁後,在靜止時,在軸心上微力旋轉,觀察伺服馬達現在值的表示,就會發現,馬達雖受外部入力改變位置,卻會立即回覆原來的位置(*註)。註 :施加外力,瞬間施力即可,不可過久,否則出現異常警告,系統停機。
警告:進行試驗時,請特別注意馬達在停止的狀態下,且確定不會運轉,危害安全!
伺服馬達:
只接收由專用伺服驅動器的控制訊號,透過馬達後端的高解析度光學鏡片,送出信號使驅動器進行比對,判斷是否正常動作。
伺服馬達系統,因為有回授的修正,隨時檢測馬達的位置,若有失步或是異常的現象,則能馬上檢知,並立即將位置修正或是發出異常警告;使用前需特別注意,伺服馬達及伺服驅動器須成套使用,不同廠牌或是不同馬力不能共用,否則將導致產品損毀。
伺服系統迴授及控制種類,下列將做初步的介紹:
1、在定位點的回授,按照回授訊號的參考點,可分為半閉迴路及全閉迴路控制,基本上,兩種回授的控制方法完全相同,只是在回授訊號檢測點,有所不同;市面上伺服系統,大部分半閉迴路的控制系統為主,下列將使用圖解,說明如何回授訊號,進行補正。
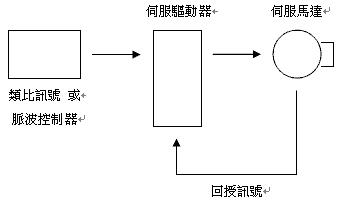
(1)半閉迴路系統:
現在位置的回授檢測,由伺服馬達後端的編碼器送出脈波訊號,伺服驅動器接受訊號後,判斷伺服馬達動作流程及定位是否正確,或是有異常現象發生;顯示正常動作時,則接續下個動作,或是發出異常訊號而停止動作。如下圖所示:
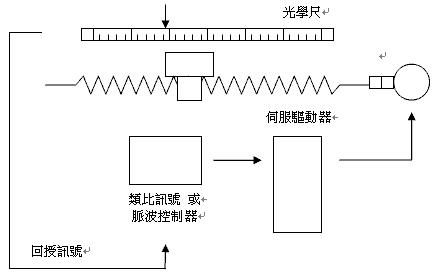
(2)全閉迴路系統:
實際位置的回授檢測,避免掉馬達在傳動、連結的機構之間產生間隙及誤差,能達到完全的定位。如下圖所示:
2、在控制的方法上,大概分成三個部份,類比訊號、高速脈波及通訊控制。
(1)類比訊號控制:
① 速度控制:
類比輸出訊號大小與伺服馬達轉速成正比,可用計算方式,隨時改變伺服馬達的轉速,但是類比訊號,會小幅度的跳動,馬達轉速將會受到影響而產生非定速的現象,常用的有 0 ~ 10V 及 4 ~ 20 mA 。計算方法,如下例所示:
範例:
假設伺服馬達所設定的額定速度為 3000 r.p.m,現有類比輸出器( 4 ~ 20 mA )欲控制伺服馬達轉速為1500 r.p.m ,則應輸出多少電流值 ?
解答:
[ ( 20 -4 ) / 3000 ] * 1500 + 4 = 12 mA
由上式可知,欲使伺服馬達轉速達到 1500 r.p.m ,類比輸出器須輸出 12 mA 的電流值。
② 轉矩-速度混合控制:
以雙電壓輸出,分別控制馬達轉速及輸出轉矩,當外部阻力大於轉矩設定值時,則減速停止,外部阻力減弱時,則會繼續運轉。
③ 定位控制:
以類比訊號控制轉速,透過回授訊號檢知馬達現在位置,以變化類比訊號的大小,以控制馬達的定位點。
(2)脈波訊號控制:
和步進馬達相同的控制方法,以脈波方式,輸入驅動器,籍以控制馬達移動量,動作過程中若有外部阻力減慢運轉速度,伺服驅動器會立即提高輸出轉矩(以不超過軟體設定的轉矩上限值之內),克服阻力,若此時輸出轉矩已達上限,或一定時間內未能補正落後的誤差,則會顯示異常訊息,立即停止運轉。
